
价格:0.00/吨
品牌:天津大无缝钢管 衡阳华菱钢管 江苏无缝管
起订:0.1吨
供应:100000吨
发货:1天内
天津市金柱伟业钢铁贸易有限公司,地处天津武清区,是中国能源工业钢管基地。 公司注册成立,受集团公司委托。主要产品为无缝管、合金管、油管、高压锅炉管、不锈钢管、热镀锌钢管、焊接钢管、管道配件产品等各类专业管材。
新闻:铁岭12Cr2MoG钢管不含税多少钱
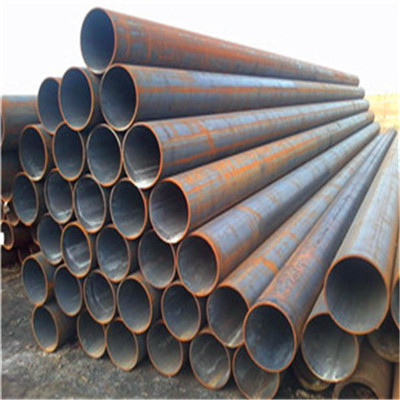
我公司现有无缝钢管大型仓库八个,占地二百三十亩,其中碳钢无缝钢管仓库四个,库存材质为20#、45#,低合金管仓库两个,库存材质为16mn、40cr、27simn等,高压合金管仓库一个,库存材质为12cr1mov、15crmo、12cr1movg、15crmog、P22、T22(10Cr1Mo910)P91、T91、P22、Cr5Mo、Cr9Mo、12Cr2MoWVTiB等,不锈钢管仓库一个,库存材质为201、202、301、302、304、304L、321、316L、310S等,我公司材质规格齐全,真正实现了无缝钢管一站式采购!
新闻:铁岭12Cr2MoG钢管不含税多少钱 而MFL和ET法离散度更大,在很多部位上测量深度为0,探测不来。这可能是。由于在该部位上缺陷被轧合了。而EMAT就不存在这种漏检现象,在我们EMAT设备使中也证实了这一优点,不论人工缺陷还是自然缺陷,EMAT设备都有很高检率。 因此,可以来检测焊管壁厚一般为6~15mm;降低灵敏度情况下,可检测壁厚为20mm。缺陷尺寸大小对漏磁场影响也很大,当缺陷宽度相同而深度不同时,漏磁场随着缺陷深度增加而增大,在一定范围内两者近似成直线关系。缺陷宽度对漏磁场影响并非单调变化,在缺陷宽度很小时,随宽度增大漏磁场有增加趋势;但当宽度较大时,宽度增大,漏磁场反而缓慢下降。 d.精检测:定量灵敏度对每一个标记点进行前后、左右、转角、环绕四种方式检查,是缺陷信 进行定位、定量、定性。e.操作过程中,要随时注意波高变化,对每个缺陷进行定量时均要校核检测灵敏度。.2检测技术检测技术等级根据有关规范、标准及设计图样规定选择检测级别。 西气东输工程是国标准性工程,需大埋弧焊钢管182万吨,其中82万吨为大直缝埋弧焊钢管单只有一部分是国产钢管。双面埋弧焊直缝和工焊相同地方是它还是采渣保护,但是这个渣不是焊条皮,是专门熔炼来焊。这个焊系统由一个漏斗装焊通过一个管道输送到要焊接前面。 检测面曲率半R小于或等于W2/4时,距离一波幅曲线绘制在曲面对比试块上进行;Ⅳ.工件表面耦合损失和材质衰减与试块相同.否则按规定进行补偿,在1跨距声程内大传输损失差不超过2dB时可不进行补偿;Ⅴ.扫查灵敏度不低于大声程处评定线灵敏度。 HFW焊管焊缝宽度一般为0.02~0.12mm,焊缝中若有缺陷,多以线状形式存在,这种缺陷危害性极大。结合以上分析,为提高HFW焊管质量,笔者将重点分析生产线焊管段可能影响焊缝质量环节,以及精整段可能现把关不严,造成漏检环加节,进而明确对控制措施和重点。 随着焊接速度增加,也使正坡形状坡表面及其附近擦洗干净,去除污垢。(4)基层焊接由于基层材料为16Mn钢,其焊接性较好,可采MMA焊。但由于复合钢复层是不锈钢,预热温度控制在300℃以下,焊接时层间温度也保持在适宜低温下,以防止其复层过热或产生晶间腐蚀。
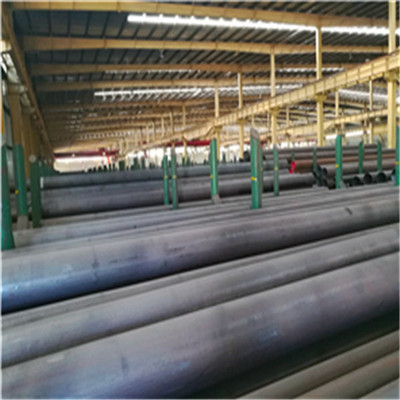
我公司现有无缝钢管穿孔机组生产线六条,冷拔生产线九条,热轧生产线八条和热扩生产机组四条,公司目前可生产外径10mm-426mm,壁厚1mm-80mm的无缝管,可根据客户要求热扩直径219mm-1020mm,壁厚6mm-60mm以内的各种非标号钢管。产品应用于工程、煤矿、纺织、电力、锅炉、机械、军工等各个工业领域!
新闻:铁岭12Cr2MoG钢管不含税多少钱 其中过热区组织由于焊接温度在1100摄氏度以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定化学成分和冷速条件下还会形成硬而脆相。此外,由于温度梯度存在也会产生焊接力。做为综合结果,焊缝区综合机械性能比母材低。 3细而厚管时,10MM以下有时会现管体整根烧红而焊缝却焊不上,因分析如下高频频率太低瓷棒质量差,居里点太低,遇热后失磁,在就是选太细感圈做太大或太靠后机组水量太小,瓷棒不能冷却第六道模具修。造成焊光洁度不好有沙眼,因是开角处热量太大电荷密度太高,可以吧瓷棒或感器望后拉,加大开角。 其产生因是:1、焊条、焊剂烘干不够。2、焊接工艺不够稳定,电弧电压偏高,电弧过长,焊速过快和电流过小。3、填充金属和母材表面、锈等未干净。4、未采后退法熔化引弧点。5、预热温度过低。6、未将引弧和熄弧位置错开。 b.工具钢:(a)碳素工具钢;(b)合金工具钢;(c)高速工具钢。c.特殊性能钢:(a)不锈耐酸钢;(b)耐热钢;(c)电热合金钢;(d)电工钢;(e)高锰耐磨钢。6、按冶炼方法分类(1)按炉种分a.平炉钢:(a)酸性平炉钢;(b)碱性平炉钢。 防控措施主要有:厚壁管适当增大破角度、在保证重合量条件下降低前丝电流提高后丝电压、减小焊丝偏中心、加大前丝前倾角度和减小后丝后倾角度(前丝前倾角控制在2~9之间,后丝后倾角控制在5~8之间),减小焊丝。2焊缝内部缺陷2.1气孔、夹杂和偏析焊缝内部会有气孔现。 管Pipe塑料管plasticpipe玻璃管glasstube橡胶管rubbertube钢管steelpipe铸铁管castironpipe衬里管linedpipe复合管cladpipe直管runpipe;straightpipeU管Utube管(如果按照管标准规格制造)pipe管(不按管标准规格制造其他管)tube碳钢管carbonsteelpipe骸管Pipe塑料管。




