
价格:0.00/吨
品牌:天津大无缝钢管 衡阳华菱钢管 江苏无缝管
起订:0.1吨
供应:100000吨
发货:1天内
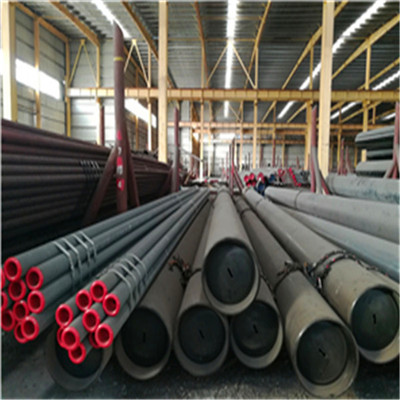
新闻:377*10高压无缝管√不含税价格
天津金柱伟业钢铁贸易有限公司,地处天津武清区,是中国能源工业钢管基地。 公司注册成立,受集团公司委托。主要产品为无缝管、合金管、油管、高压锅炉管、不锈钢管、热镀锌钢管、焊接钢管、管道配件产品等各类专业管材。
新闻:377*10高压无缝管√不含税价格
天津市金柱伟业钢铁贸易有限公司 建立了国家级技术中心,并拥有先进的钢管加工试验线。研发力量极其雄厚,产品由原设计的 3 个钢级发展到 25 个钢级、 235 个品种、上千个规格,其中 62 项填补国内空白,获得国家专利 33 项,形成了具有自主知识产权的 TP 产品系列。
新闻:377*10高压无缝管√不含税价格 0成压力机每架牌坊上均设置主液压缸,以提升压下梁及成模具。每个主液压缸周围都对称布置四个副压下液压缸,以保持压下粱均匀、对称成压力。0成压力机采多液压缸控制系统,保证成过程中无论载荷偏心与否,上、下模具都能自动保持平行。 对于带钢边缘光滑处理问题,可以采铣边机替圆盘剪剪边进行解决。埋弧焊管焊接过程还会现单个双侧咬边情况,其形成因主要是焊丝直不均匀、焊丝接头不光滑、焊丝硬度不均匀造成送丝不均匀、金属毛刺导致电嘴处瞬间短路。 1.2高频电流邻近效高频电流邻近效(proximityeffect)是指高频电流在两相邻导体上逆向流动时,趋向在两相邻导体接近表面处流动。2(1)高频焊接时影响焊接HAZ宽度因素主要是电流透入深度和热传导深度。(2)相对于电流透入深度而言,热传导深度对焊接HAZ宽度起主要作,100KHz和200KHz时电流透入深度相差仅为0.001mm。 d.探测大声程时,仪器探头组合灵敏度余量10dB。根据材料厚度,CSK-ⅡA、CSK-ⅢA、CSK-ⅣA试块制作距离波幅曲线。根据工件表面状况,通过对比试验测试表面补偿值,也可根据经验选3-6dB。方法、程序、内容.1检测操作a.现场操作可半圆试块对零点和时基线性进行调整,灵敏度对比试块对距离波幅曲线进行校核。 由于CO2焊生产率高、成本低,该方法近年来不断得到推广和,但对气钢管焊,要实现全位置焊接必须在较小电流范围内,短路过渡形式完成,而短路过渡方式于打底焊易现未焊透等缺陷,因此采立下向纤维素焊条打底实现单面焊,背面成,然后再效率高CO2气保焊填充面,这种工艺较普遍。 1.2.4砂眼砂眼管也属于一种焊缝泄露质量事故,只是它缝隙短小细微,有些不为人眼所直接观察到,必须通过检测设备才能发现,所以我们把这类管子称为砂眼管。造成砂眼管主要因有以下几方面:(1)杂质特别是热轧钢带边部含杂质较多,在焊接时容易形成过多氧化物,焊缝就有可能现砂眼。 (3)螺旋钢管焊缝错边量多数在1.1~1.2mm,按照惯例错边量要小于厚度10%,如管道壁厚较小时,错边量难以满足要求,而直缝埋弧焊管无此问题。(4)与直缝埋弧焊管相比,螺旋焊缝流线较差,力集中现象严重(5)螺旋埋弧焊钢管热影响区大于直缝埋弧焊钢管热影响区,而热影响区是焊管质量薄弱环节。 、结束语总之,通过加强材料、人工成本控制及生产工艺改善等措施,可以有效地降低产品成本,从而提高企业收益。降低成本不等于降低质量标准,更不等于损害职工利益。成本控制前提是质量控制和人文关怀,任何企业发展都需要遵循如是道理。 热影响区颜色比母材金属略深一些,因为焊接时碳向加热钢带边缘扩散,焊缝冷却时被吸收在钢带边缘。特别靠近钢带边缘碳氧化成CO或氧化碳,剩余铁没有碳,颜色变浅。2高频焊管常见焊接缺陷高频钢管可能现各样焊接缺陷。
天津市金柱伟业钢铁贸易有限公司 建立了国家级技术中心,并拥有先进的钢管加工试验线。研发力量极其雄厚,产品由原设计的 3 个钢级发展到 25 个钢级、 235 个品种、上千个规格,其中 62 项填补国内空白,获得国家专利 33 项,形成了具有自主知识产权的 TP 产品系列。
新闻:377*10高压无缝管√不含税价格 但厚板埋弧自动焊焊接易产生气孔、裂纹、夹渣、未熔合等缺陷。2因分析1)由于大厚度板结构刚性大,焊后冷却速度快,焊缝受到较大拘束,因此焊接残余力也大。2)焊接时,焊接工艺参数对接头组织、性能和缺陷形成有较大影响。 焊缝横向是指为形成一定宽度焊缝,焊接时焊条摆动方向。、气孔在焊接过程中,因气体来不及及时逸而在焊缝金属内部或表面所形成空穴。其产生因是:1、焊条、焊剂烘干不够。2、焊接工艺不够稳定,电弧电压偏高,电弧过长,焊速过快和电流过小。 精成机和定机广泛采等刚性机架和快速换辊装置,换辊时间由过去1~2个班大大地缩短为几分钟。换辊时间缩短,提高了产量,因此排辊成技术不仅在中直焊管生产中得到普及,而且在小直焊管生产中也得到推广。可以说20世纪80年中期以后,是排辊成技术展时期。 它们材质为E36-Z35、D36-Z35、E36、D36。这类钢管标准已不是YB、CB,而主要是GB712-2000。钢管制作是按石工业标准技术会(CPSC)制定结构钢管制造规范SY/T100022000。由于没有专门企业,所以通常都是由建造单位购置钢板后自行加工成。 7.重新启动矫平机电机将带钢送入剪刃。8.开启剪刃电机,带动带钢进入纵剪刃,量好尺寸后,开动剪刃电机送带钢至卷取机部分。、前准备上料工序1.先检查带钢卷外观尺寸是否符合生产工艺卡要求,有问题及时上报本班,检查带钢卷质量时,人要在带钢卷侧面,防止带钢卷倒了或脱钩砸人。 宣传目是要让钢管户感觉到:是经营规模较大、;是户所购钢管价格较低或适中,并且钢管质量有保证;信誉良好,各项工作服务好,提货方便及时,是可以与。四、从建立钢管户档案开始,树立吃服务饭、赚服务钱思想观念。钢管经商都知道,拥有户心不慌,拥有户就是有了赚钱机会。 防控措施主要有:厚壁管适当增大破角度、在保证重合量条件下降低前丝电流提高后丝电压、减小焊丝偏中心、加大前丝前倾角度和减小后丝后倾角度(前丝前倾角控制在2~9之间,后丝后倾角控制在5~8之间),减小焊丝。2焊缝内部缺陷2.1气孔、夹杂和偏析焊缝内部会有气孔现。 目前国外钢管:焊接钢管产量占钢管总产量70%左右;ERW焊接钢管产量占焊接钢管总产量80%左右;ERW石套管产量占石套管总量40%左右;ERW管线管长度占每年输气管线总长度50%左右;从国外E。螺旋缝埋弧焊钢管将热轧带钢按螺旋形弯曲成形,埋弧自动焊进行内缝和外缝焊接制成螺旋缝钢管(也称螺旋焊管、螺旋管螺旋钢管)。
“你的智慧,我的理念,我们共同的明天”,前进中的天津“大无缝”将以更加宽广的胸怀,欢迎各位有志青年加盟天管,为祖国的无缝钢管事业贡献你们的聪明才智。
新闻:377*10高压无缝管√不含税价格 (2)液浸法。将超声波探头和工件浸于液体中以液体作耦合剂进行探伤方法,称为液浸法。耦合剂可以是,也可以是水。液浸法又分为全浸没式和局部浸没式。该方法适于表面粗糙试件,探头不易磨损,耦合稳定,探测结果重复性好,便于实现自动化探伤。 3、填充金属和母材表面、锈等未干净。4、未采后退法熔化引弧点。5、预热温度过低。6、未将引弧和熄弧位置错开。7、焊接区保护不良,熔他面积过大。8、交流电源易现气孔,直流反接气孔倾向小。三、焊瘤在焊接过程中,熔化金属流到焊缝外未熔化母材上所形成金属瘤,它改变了焊缝横截面,对动载不利。 尽管如此,我们该看到Thomson对电阻焊管起源贡献,因为高频钢管诞生之初所需要基本技术和装置都涵盖在其专利中。1900年,俄亥俄把电阻焊接技术同高频钢管工艺进行组合,获得一项专利。此项专利工艺步骤包括:首先成为一个开焊缝钢管,然后通过与两个边部接触电极棍对边部加载电流,同时其他挤压辊加热边部形成对接焊接。 因为螺旋埋弧焊管外焊是在斜坡上进行焊接,熔融状态焊缝金属在重力作下会发生侧向流淌。可见,焊接电压越大,熔池越宽,焊缝金属发生侧向流淌趋势就越严重,终导致焊缝金属偏流。因此,为获得较好外焊缝成形,可适当减小外焊前后丝焊接电压。 模具快速更换时,利内支撑梁内输送辊道将专模具更换小车输送到u成压力机内,垂直弯曲模具梁下降,将成模具置于模具更换小车上,人工拔弯曲模具梁与模具之间连接子后,辊道将模具更换小车连同更换下来模具一同输送成压力机,由车间起重机将其调运至位置。 无缝钢管制造方法主要有执轧及冷拔两种。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或炔。炉内温度控制是关键性问题.圆管坯炉后要经过压力穿孔机进行穿空。一般较常见穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩量大,可穿多种钢种。 其变形重点在粗成段边部,使边部弯曲达到钢带宽度30%左右,同时在粗成段均匀地完成钢带全部变形量80%以上,且粗成段每架成辊孔均采一组连续变化多曲率曲线,这段曲线上含有所能生产焊管孔,使粗成只要一套成辊就可以生产不同规格产品,减少了成架次和换辊时间。




